Photovoltaic Glass Treatments: Clarifying Terminologies and Performances
Different treatments can enhance the mechanical performance of glass, particularly in terms of static load resistance (measured in Pascals) and hail resistance (as per IEC 61215, supplemented by IEC TS 63397:2022 and the RG standard). However, the terminology used by manufacturers often creates confusion regarding the actual performance of solar panels.
Before diving into the different terminologies and their respective performance levels, it is important to first understand how glass tempering works:
Glass tempering
Step 0. Pre-tempering Finishes
Once tempered, glass can no longer be processed (otherwise, it will shatter immediately). Therefore, certain operations must be performed before it enters the furnace:
- Drilling holes (for mounting system, or junction boxes)
- Custom cutting
- Edge grinding and polishing
These steps are crucial, as sharp edges and microcracks at the extremities can cause stress concentrations, leading to premature breakage.
If the process stops at this stage, the result is annealed glass, which is obtained through slow cooling and does not undergo any mechanical strengthening. Due to its low resistance, annealed glass is not used in the photovoltaic industry.
Step 1. Heating phase
- The glass is placed on ceramic rollers that transport it through the tempering furnace, where it is heated to a temperature between 600°C and 700°C, close to its softening point.
- This heating must be uniform to avoid distortions or weaknesses, paying special attention to the glass surface condition.
Step 2. Rapid cooling phase (quenching)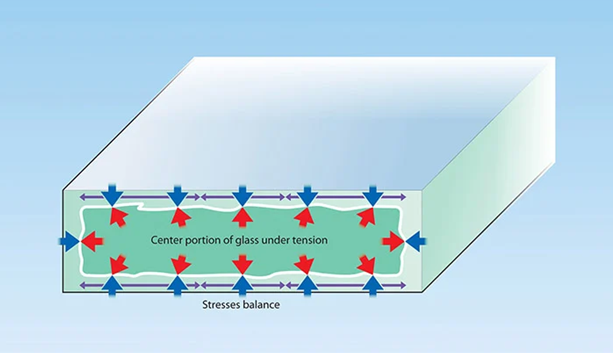
- Once heated, the glass is immediately cooled using high-pressure air jets from multiple nozzles.
- The outer surfaces cool first, while the inner part remains hot for a longer period.
- As the inner part eventually cools, it contracts (causing the core to "pull" on the outer layer), resulting in:
- Compressive stress on the surface (which strengthens the glass)
- Tensile stress inside (which balances the tensions)
- This distribution of residual stresses gives tempered glass its high strength without altering its optical properties.
In the case of thin glass thicknesses
Tempering relies on differential cooling: the surface must cool faster than the core. However, thin glass (≤ 2 mm) cools uniformly, preventing sufficient internal stress formation for complete tempering.
As a result, the tempering process fails, and the glass remains merely strengthened (heat-strengthened or semi-tempered) instead of fully tempered. Thin glass is also highly sensitive to thermal variations. During rapid cooling, it may warp (wave effect) or even break inside the furnace due to thermal shocks.
Different Degrees of Thermal Treatment
Various types of glass can be categorized based on their level of thermal treatment. Below are the possible treatment processes, followed by different terminologies manufacturers may use on technical datasheets.
Semi-Tempered Glass ("Heat-Strengthened", "Semi-Tempered", "Solar Tempered Glass", "Heat-Treated")
Obtained through moderately fast cooling, inducing a surface stress between 24-60 MPa (GB/T 17841-2008) or 24-52 MPa (ASTM C1048-18)
- Suitable for various thicknesses (2 to 3.2 mm) when full tempering is not feasible
- Commonly used in bifacial modules
- Approximately twice as strong as annealed glass but weaker than fully tempered glass
- Breaks into larger fragments than fully tempered glass but smaller than annealed glass
- Lower risk of spontaneous breakage compared to fully tempered glass
Fully Tempered Glass ("Fully Tempered", "High Resistance")
Obtained through rapid cooling, generating a surface stress of at least 90 MPa (GB 15763.2-2005) or 69 MPa (ASTM C1048-18)
- Typically used in 3.2 mm thickness for panels with a backsheet
- At least 5 times stronger than annealed glass
- Provides the highest mechanical strength for single-glass solar panels
- Breaks into small rounded fragments across the panel
- May be susceptible to spontaneous breakage due to nickel sulfide (NiS) inclusions, which can cause delayed expansion leading to glass breakage. However, this risk is minimal with strict quality control and the addition of a "Heat Soak" treatment, which reduces breakage risk.
Chemically Strengthened Glass (Not Used in Photovoltaics)
This process involves immersing the glass in a molten salt bath, where surface sodium ions are replaced with larger potassium ions, generating compressive stress that strengthens the glass.
- Similar mechanical performance to thermally tempered glass but applicable to thinner glass (< 2 mm)
- Used in specific applications but not yet adopted in photovoltaics due to higher costs compared to thermal tempering
- Could become economically viable with the growth of the solar industry, enabling reinforcement of ultra-thin glass sheets.
- Additionally, research is underway to assess the potential benefits of chemical strengthening in mitigating PID (Potential-Induced Degradation).
Key Takeaways
The lack of strict standardization in glass treatment terminology complicates the evaluation of the actual mechanical resistance of photovoltaic modules. This variability, combined with limited understanding of thermal treatment impacts, can lead to poor decision-making when selecting glass.
With the increasing frequency of hailstorms, it is crucial to demand precise technical data on the mechanical resistance of the glass used. Relying solely on manufacturer terminology (which can sometimes be misleading, such as "Solar Tempered Glass" for what is actually semi-tempered glass) poses risks to installation durability.
At Synapsun, we closely monitor these aspects, clearly specifying the applied treatments based on glass thickness. This ensures you can choose the most suitable configuration for your needs.
Find the products we offer on our portal by checking the "Glass Type" field in the technical specifications.
Sources:
- The Glass Tempering Handbook (01/2016) Disponible sur: https://belglas.com/wp-content/uploads/2016/01/theglasstemperinghandbook.pdf
- Growing Panes: Investigating the PV Technology Trends Behind Frequent Early Failures in Modern Glass–Glass Modules (01/2025) Disponible sur: https://ieeexplore.ieee.org/stamp/stamp.jsp?tp=&arnumber=10847304
- Arcon Semi-tempered glass (01/2025) Disponible sur: https://www.arcon-glass.com/service/lexicon/d-semi-tempered-glass-2090215870#:~:text=Semi%2Dtempered%20glass%20consists%20of,DIN%20EN%20ISO%201863%2D1.
- Module Glass Impacts Hail Resiliency (01/2023) Disponible sur: https://retc-ca.com/news/module-glass-impacts-hail-resiliency
- Chemically strengthened cover glass for preventing potential induced degradation of crystalline silicon solar cells (06/2013) Disponible sur: https://www.researchgate.net/publication/271553484_Chemically_strengthened_cover_glass_for_preventing_potential_induced_degradation_of_crystalline_silicon_solar_cells
- Heat-Treated Glass Processes (08/2024) Disponible sur: https://glassed.vitroglazings.com/topics/heat-strengthened-vs-tempered-glass